روشهای تولید لولههای فولادی متنوع است. یکی از روشهای تولید این لولهها، روش اسپیرال است که در آن، لولهها فولادی در ضخامتهای متفاوت به شکل مارپیچ ساخته میشود. نام اسپیرال هم از همین شکل لولهها گرفته شده است. لوله اسپیرال در مقایسه با لوله درز جوش، کیفیت رقابتی دارند.
لوله اسپیرال چیست؟
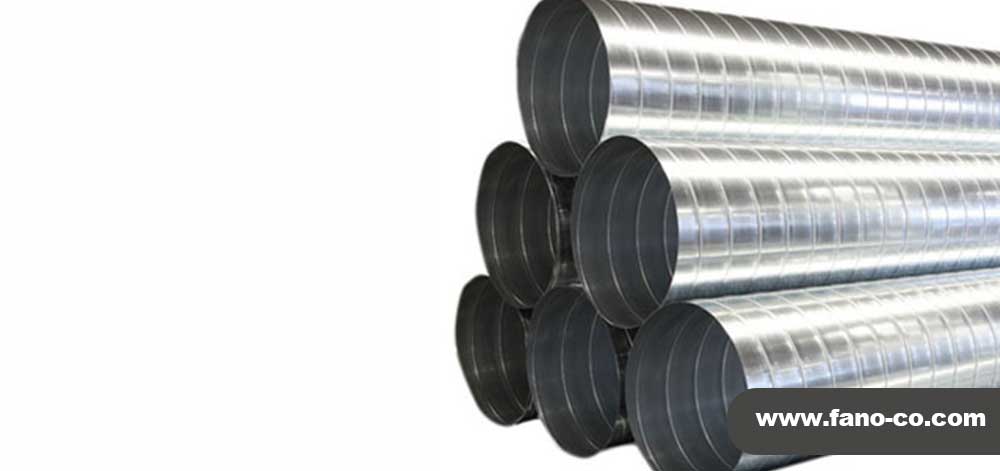
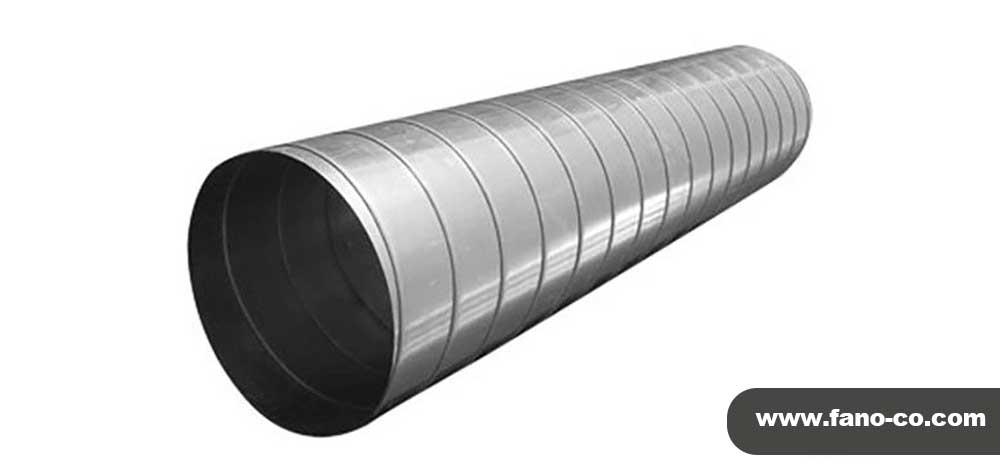
لوله اسپیرال به لوله های فولادی نورد گرم و مارپیچی گفته می شود که در اندازه های ۸ تا ۱۲۰ اینچ تولید می شود. در فرآیند تولید لوله اسپیرال، نوار فولادی به شکلی نورد می شود که سمت آن با سمت مرکز لوله در یک زاویه باشد. برای استحکام بیشتر در برابر فشار وارد شده به دیواره لوله، نوع جوش اهمیت بسیار زیادی دارد. پس مهم ترین بخش تولید لوله های اسپیرال، جوش جداره لوله می باشد.

مشخصات فنی لوله اسپیرال
این لولههای فولادی از نورد گرم و به صورت مارپیچ در جنسهای گالوانیزه (لولهی اسپیرال گالوانیزه) و گاهی آلومینیومی، تولید میشوند. اگر لولههای اسپیرال از ورق فولاد تولید نشوند، در جنسهای فایبرگلاس یا پلاستیک انعطافپذیر و کامپوزیت تولید میشوند.
گاهی نیز، لولهی اسپیرال را بر اساس خواستهی مشتری به صورت سفارشی در جنسهای فولاد، برنج، مس، آلومینیوم و فولاد ضد زنگ با روکش وینیل هم میتوان تولید کرد.
علاوه بر جنس لولهی اسپیرال، طول آن نیز متنوع و دلخواه است؛ اما رایجترین طول این لوله ۲۰ فوت و در ایران 6 -12 متر است تا در حمل و نقل به مشکل نخورد. به طور کلی، سایزبندی لولهی اسپیرال به این صورت است که در سایزهای 5 تا 120 اینچ موجود است.
استاندارد AWWA-C200 برای لولههای آب و همچنین استاندارد API-5l یا IPS-MPI190 یا PLD III برای لولههای مورد نیاز برای صنایع نفت و گاز، به کار برده میشوند.
این لولهها، در سایزها و ضخامتهای گوناگون ساخته میشوند و سطح داخل و خارج آنها با مواد ضد خوردگی مثل اپوکسی مایع، پلی اتیلن سه لایه، بیتوسیل و … پوشیده میشود.
روش ساخت لوله اسپیرال
ساخت لولههای فولادی روشهای مختلفی دارد که عبارت است از:
1- روش O & U
2- خمش غلتکی یا نورد هرمی
3- روش 2C
4- روش C & O
5- شکلدهی مارپیچی
-
روش O & U
همانطور که از نام این روش پیداست، در آن ورقهای فلزی ابتدا به صورت U و سپس به صورت O شکل میگیرند.
قیمت ورق
- روش خمش غلتکی یا نورد هرمی
از این روش برای ساخت لولههای جوشدار استفاده میشود. در آن ورق فلزی بین چندین غلتک انحنای مورد نظر را میگیرد و سپس درز آن جوش میخورد.
-
روش 2C
این روش دارای 2 درز جوش است؛ لولههایی که از قبل به صورت C شکل گرفتهاند رو به روی هم قرار گرفته و لبههای آنها به یکدیگر جوش داده میشود.
-
روش C & O
این روش نیز تقریباً شبیه روش U & O است؛ با این تفاوت که در این روش، در مرحله ابتدایی خمش بیشتری روی ورق اعمال میشود.
-
شکل دهی مارپیچی
روش شکل دهی مارپیچی برای تولید لولههای اسپیرال استفاده میشود. نحوه فرم دهی به لوله اسپیرال بدین صورت است که در مرحله ابتدایی، ورق فلزی را مانند رزوهای که پیرامون یک پیچ را فراگرفته، بهصورت لوله فرم میدهند و درز مابین ورقها جوشکاری میشود.
روش ساخت لولههای اسپیرال یک عامل مهم و مؤثر در کیفیت این مقطع فولادی است که همین امر موجب تفاوت قیمت لوله اسپیرال با سایر لولهها شده است.
معرفی انواع لوله اسپیرال
لولههای اسپیرال از لحاظ کیفیت به سه دسته تقسیم میشوند. این سه دسته به شرح زیر هستند:
- واجد شرایط: لولههای اسپیرال واجد شرایط دارای کیفیت بالایی بوده و به سطح خوبی از استانداردهای موجود دست یافته است.
• ترمیم شده: لولههای اسپیرال ترمیم شده مطابق با استانداردهای موجود نیستند اما قابلیت تعمیر دارند.
• غیر قابل استفاده: لولههای اسپیرال غیر قابل استفاده از کیفیت مناسبی برخوردار نیستند، تا جایی که حتی پس از تعمیرات هم به سطح استاندارد نمیرسند. این نوع لولهها از لحاظ ظاهری نیز قابل قبول نخواهند بود.
“در واقع لولههای اسپیرال نوعی از لولههای فولادی هستند که با روش اسپیرال تولید شدهاند.”

مزایای استفاده از لوله اسپیرال
- حمل و نقل و نصب آسان.
- نسبت به لوله درزدار از فلج کمتری برای نصب استفاده می شود.
- نشت هوا کم و درنتیجه افت فشار پایین سیستم که موجب افزایش راندمان کلی می شود.
- زمان نصب و تحویل سیستم کوتاه است.
- فضایی که اشغال می کند نسبت به کاربردی که ارائه می دهد از لوله درز مستقیم کمتر است.
- لوله اسپیرال چون ظاهر زیبایی دارد استفاده به صورت روکار را دچار محدودیت نمی کند.
- مهندسی پیشرفته رایانه ای که برای طراحی سیستم های مارپیچی بکار می رود، می تواند در مجموع 40 تا 50% در وزن مواد اولیه صرفه جویی ایجاد کند.
معایب لوله های اسپیرال
این لوله ها با توجه به مزایای زیادی که دارند، مورد توجه قرار گرفته شدند. با این وجود، عیب هایی همچون موارد زیر نیز در تولید این لوله ها به چشم می خورد:
- بیضی شدن سطح مقطع هنگام ساخت
- امکان بروز عیب های چروکیدگی بیشتر نسبت به لوله های درز جوش
روش های فرم دهی اسپيرال
در شیوه تولید لوله به روش فرم دهی اسپیرال، ابتدا ورقه فولادی از غلتکهایی که دارای درز حلزونی هستند (به اصطلاح اسپیرال) عبور کرده و به شکل لوله درمیآیند. اگرچه در لوله درز مستقیم، قطر لوله وابسته به پهنای ورق است، اما در روش اسپیرال قطر لوله با تغییر زاویه اولیه ورق، تغییر میکند. در واقع به جای اینکه کل قالبهای خط تولید تعویض شوند، با تغییر زاویه تغذیه ورق، قطرهای مختلف ساخته میشود. ضمن اینکه روش اسپیرال هزینه کمتری نسبت به روش درز مستقیم برایتان دارد.

فرآیند تولید لوله های اسپیرال
رول ورق فولادی، توسط غلتکهای مخصوص به حالت مسطح درمیآیند. سپس لبههای دو طرف ورق در صورت له شدگی، ترک یا بریدگی در این بخش بریده شده و به صورت ضایعات فولادی درمیآیند. لولههای اسپیرال به دو روش تک مرحلهای و دو مرحلهای تولید میشوند.
در فرایند ساخت لوله اسپیرال، نوار فولادی طوری نورد میشود که جهت آن با جهت مرکز لوله هم زاویه است. همانطور که گفته شد، در این روش جوشکاری انجام میشود، پس نوع جوش و کیفیت آن اهمیت زیادی دارد. اگر کیفیت جوش در این روش تائید نشود، در برابر اشارهای وارده به دیواره لوله استحکام آن کافی نبوده و به بروز خسارت منجر میشود.
پس از خروج لوله اسپیرال از خط تولید، آن را به یکی از سه دسته زیر تقسیمبندی میکنند:
- واجد شرایط
- ترمیمشده
- غیرقابل استفاده
ضخامت ورق استفادهشده در ساخت لوله، ضخامت آن را تعیین میکند؛ اما وقتی ساخته شد باید تست شده و تحت آزمایش های مختلف قرار گرفته تا کیفیت آن بررسی شود.
لوله اسپیرال واجد شرایط محصولی است که مطابق با استانداردها بوده و کیفیت آن تائید شده باشد. لوله اسپیرال ترمیم شده محصولی است که کیفیت آن بر اساس استانداردها و شرایط فنی مورد تائید نبوده ولی میتوان آن را تعمیر کرد.
لوله اسپیرال غیرقابل استفاده محصولی است که نه از نظر ظاهر و نه کیفیت و استاندارد، تائید نشده و حتی با تعمیر نیز نمیتواند کیفیت و استاندارد موردنیاز را کسب کند.
قبل از شروع فرایند تولید لوله اسپیرال، ورق فولادی آن باید بررسی شود تا ترکها، پارگیها، لهشدگی، بریدگی و مشکلات دیگر آن بریده و در قالب ضایعات جدا شود. برای این کار رول ورق را زیر غلتکهای مخصوص مسطح کرده و بررسی میکنند.
لوله اسپیرال تک مرحلهای
این روش سه مرحله دارد:
- آماده سازی اولیه ورق
- شکل دهی
- جوشکاری زیرپودری داخل و خارج
در مرحله اول، ابتدا سر ورقها به هم جوش داده شده و لبههای ورق صاف میشود. در مرحله شکل دهی، لبه ورق پیش خم شده تا برآمدگیهای غیرقابل پرس روی آن ایجاد نشود. در مرحله جوشکاری ابتدا لبه داخلی ورق در حالت ساعت 6 توسط دستگاه جوش زیرپودری جوش داده شده و سپس لبه خارجی در موقعیت ساعت 12 جوشکاری میشود.
شعله جوشکاری به صورت اتوماتیک تنظیم میشود. بعد از جوشکاری، نوبت به برش خوردن لوله میشود. سرعت تولید در این روش بر اساس سرعت جوشکاری زیر پودری تعیین میشود که از 1 تا 3 متر بر دقیقه زمان میبرد. به همین دلیل این روش کمی کند است.
لوله اسپیرال دو مرحلهای
این روش نیز مانند روش تک مرحلهای اجرا میشود منتها در این روش، شکل دهی ورق به وسیله GMAW انجام میشود. در واقع یک مرحله به مراحل بالا اضافه میشود:
- آماده سازی اولیه ورق
- شکل دهی
- جوش با GMAW
- جوشکاری زیرپودری داخل و خارج
- سرعت این روش بیشتر بوده و حدود 12 متر بر دقیقه است.

مهمترین استانداردهای لوله اسپیرال
در تولید لوله اسپیرال و دیگر لولههای فولادی از استانداردهای بینالمللی متفاوتی استفاده میشود. انواع استاندارد لوله فولادی عبارت است از:
- API Spec 5L (برای تولید لولههای فولادی درزدار جوش مستقیم و بدون درز نوع A وB )
• api Spec 51X (برای تولید لولههای درزدار جوش مستقیم و بدون درز از جنس فولادهای X42 تا X70)
• API Spec 5LU (برای تولید لولههای بدون درز و درزدار از جنس فولادهای U80 و U100)
• API Spec 5LS (برای تولید لولههای اسپیرال از جنس فولادهای A، B ، X42 و X70)
• DIN 17172 & 2470 (برای خط لوله انتقال نفت و گاز)
• DIN 1626 & 1628 (برای لولههای حرارتی)
• DIN 1626 & 2460 (برای خطوط لوله انتقال آب)
• DIN 17120 (برای لولههای ساختمانی)
• DIN 30670 (برای پوشش پلیاتیلن)
• API RP 5L2 (برای آستر رزینی اپوکسی)
جوشکاری لوله فولادی اسپیرال
جوشکاری لوله های اسپیرال به روش قوسی زیر پودری انجام می شود. اصول جوشکاری زیر پودری اولین بار در سال 1892 توسط اسلاویانوف پایه گذاری گردید و در سال 1927 روش جوشکاری قوسی تحت لایه ای از مواد گداز آور دانه ای و نیز دستگاه جوشکاری قوسی زیر پودری اختراع گردید.
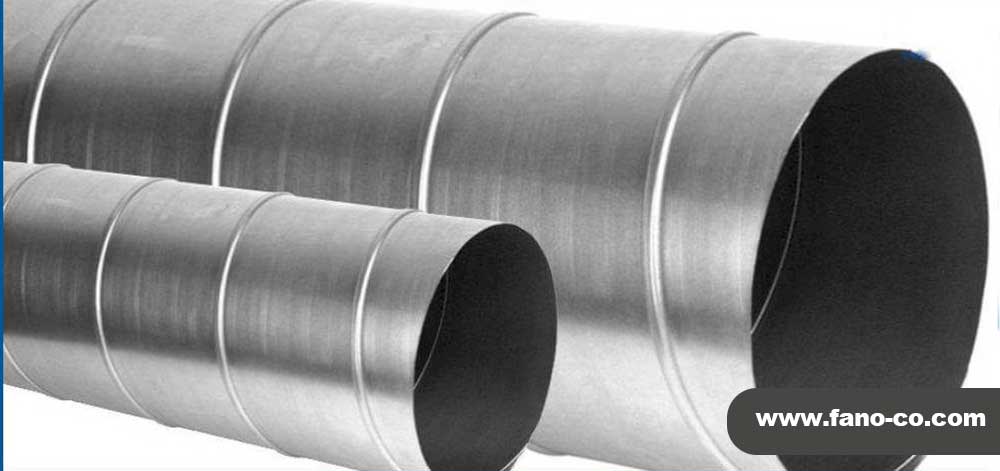
در این نوع جوشکاری قوس تحت پوشش فلاکس یا پودر مخصوص مخفی می شود و بدین ترتیب اکسیژن وارد قوس نشده و جوش اکسیده نمی گردد. در لوله فولادی اسپیرال جوشکاری مارپیچی در دو طرف لوله فولادی (داخل و خارج) انجام می شود.
ولی در هر لحظه نقاطی که از داخل و خارج جوشکاری می شوند 180 درجه با هم اختلاف مکانی دارند. از جمله مشخصات بارز جوشکاری قوسی زیر پودری تنش های پسماند قابل توجهی است که پس از این نوع جوشکاری ئر قطعه باقی می ماند. جوشکاری SAW تنش پسماند قابل ملاحظه ای حتی پس از عملیات سرد و هیدروتست ایجاد می کند.
تحقیقات نشان داده است که میزان تنش های پسماند در لوله های اسپیرال پس از عملیات هیدروتست از 40 تا 80 درصد استحکام تسلیم در مجاورت خط جوش SAW تغییر می کند.
تفاوت لوله اسپیرال و درز مستقیم
نام لوله اسپيرال و درز مستقیم در کنار هم زیاد شنیده میشود. اما تفاوتهای قابل توجهی از لحاظ روش تولید و کاربرد، بین آنها وجود دارد که درنهایت، تفاوت قیمت لوله اسپیرال و درز مستقیم را رقم میزند. برخی تفاوتهای این دو نوع لوله را در ادامه آوردهایم:
تفاوت در روش تولید
در تولید لوله درز مستقیم، با یکبار خمنمودن ورق به فرم استوانهای و پس از آن جوش دادن لبهها، فرآیند تکمیل میشود. حال آنکه در لوله اسپيرال لازم است بهطور پیوسته و مارپیچی خمشدن ورق فولادی انجام گیرد. این تفاوت در روش، موجب عدم محدودیت ابعاد در لوله اسپیرال میشود و دستیابی به ابعاد بزرگتر و متنوعتر در این نوع لوله را فراهم میسازد.
نوع کاربرد لوله اسپیرال و درز مستقیم
تفاوت این دو نوع لوله در بکارگیری نیز مشهود و قابل بیان است. عدم محدودیت سایز به گسترده نمودن کاربرد کمک میکند، بهطور مشترک در مباحث انتقال سیالاتی همچون نفت، گاز، مواد شیمیایی، آب و فاضلاب از هر دو لوله استفاده میشود و تامینکننده نیاز ساختمانها، تاسیسات، صنایع و … خواهند بود.
اما همانطور که در ادامه به آن اشاره میشود، لوله اسپیرال متنوعتر بوده و در مصارفی همچون انتقال جامداتی مانند سیمان، مواد خوراکی و …، همچنین در فرایند ساخت و ساز چون داربستزنی، تهویه هوا و کمک به کاهش آلایندگی ناشی از بخارات و دود تولیدی در صنایع و منازل نیز استفاده میشود.
جمع بندی
دریافتیم که لوله اسپیرال به لوله های فولادی نورد گرم و مارپیچی گفته می شود که در اندازه های 8 تا ۱۲۰ اینچ تولید می شود. در فرآیند تولید لوله اسپیرال، نوار فولادی به شکلی نورد می شود که سمت آن با سمت مرکز لوله در یک زاویه باشد. برای استحکام بیشتر در برابر فشار وارد شده به دیواره لوله، نوع جوش اهمیت بسیار زیادی دارد. برای کسب اطلاعات بیشتر و خرید این محصول به وبسایت گروه صنعتی فانو مراجعه کنید.